El proceso de Control de Calidad y su implementación
El proceso de control de calidad que hemos desarrollado consiste en la verificación dimensional y control de ensamblaje de productos manufacturados y se puede aplicar en cualquier ámbito del sector siderometalúrgico para la fabricación y montaje de todo tipo de piezas en acero al carbono, acero inoxidable, aleados especiales del acero, aluminio y diversos tipos de plásticos.
Nuestro proceso de control de calidad tiene la peculiaridad de estar implantado a lo largo de todo el proceso productivo y tiene como fin minimizar la probabilidad de aparición de errores o defectos en la realización y montaje de piezas, así como llevar un correcto control dimensional del ensamblaje de los diferentes componentes.
Su importancia radica en que pese a que el montaje del producto se realiza de forma manual, el control dimensional del mismo se asocia a las distintas etapas en la fabricación de las piezas, que se realizan de forma automatizada. Esta situación es la que se da en la mayoría de empresas de corte y conformado de chapa que trabajan para el sector manufacturero en el que hay máquinas de corte por láser, punzonadoras, plegadoras o paneladoras con CNC, etc., como es nuestro caso.
El procedimiento que se define es un sistema de autocontrol en el que cada operario que interviene en el proceso productivo puede saber si lo que está realizando o fabricando en ese momento se ajusta completamente a los parámetros establecidos en la etapa de diseño y/o requeridos por el cliente o, por el contrario, se está produciendo un error o defecto. En tal caso, debe actuar y avisar a la persona responsable para que ese fallo pueda ser investigado, poder corregirlo y detectar su origen para adoptar medidas futuras.
El desarrollo y evolución de este proceso de control involucra a todo el sistema productivo de la empresa desde las primeras etapas de diseño hasta el ensamblado final de los componentes, obligando a todas las personas implicadas en él a hacer buena la máxima de que “la calidad es tarea de todos” para lograr la calidad total tal como la definía K. Ishikawa, como una “filosofía, cultura, estrategia o estilo de gerencia de una empresa según la cual todas las personas en la misma estudian, practican, participan y fomentan la mejora continua de la calidad” (Gómez González, 2002).
De cara a la mejor comprensión de este artículo se describirá primero el proceso global de manufactura de la empresa y, posteriormente, se detallará cada etapa del proceso productivo, apoyándose en la aplicación de nuestro proceso de control de calidad global en la fabricación de parte de una carrocería con las figuras explicativas del texto que les acompaña.
Proceso productivo de manufactura metálica
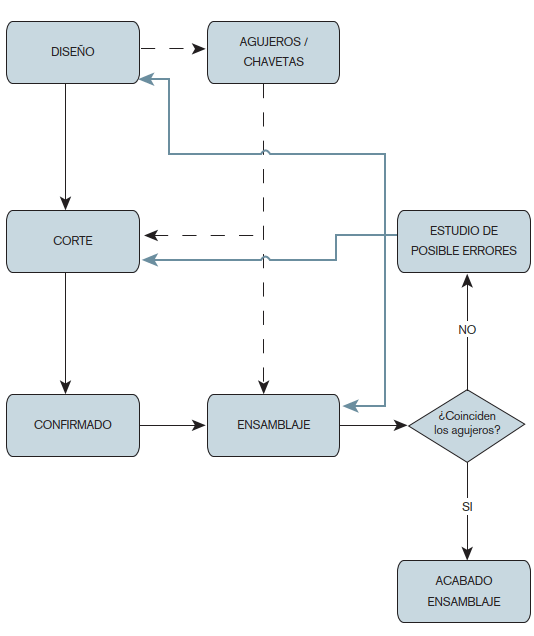
Para lograr los preceptos de calidad total, el proceso de fabricación se inicia en el diseño de las piezas que componen el conjunto y desde esta primera etapa de la cadena productiva se fijarán los estándares de calidad que cumplir en todas las etapas de la producción. Las fases del proceso productivo en nuestra empresa se reflejan en el diagrama de flujo de la figura 1.

El proceso de verificación dimensional y control del ensamblaje de nuestro sistema de calidad comienza en la primera etapa de la fabricación del producto, de la carrocería en el caso de nuestro ejemplo, es decir, en el diseño. Es en esta fase en la que se establecen las guías o marcas en forma de orificios de diversas formas y tamaños en el boceto del prototipo y que se realizarán posteriormente en la siguiente fase, durante el corte, cuando las piezas que conforman el producto todavía se encuentran en un formato de chapa en plano.
Una vez que cada pieza pasa por cada una de las fases del proceso productivo, representado en la figura 1, y antes de ser ensamblada con el resto de piezas que constituyen el conjunto o producto final (la carrocería), se verifica que cada uno de los orificios realizados ocupa su lugar específico atribuido en el diseño de la pieza ajustándose a los parámetros y tolerancias definidas en la primera fase.
En el diseño de las distintas piezas que forman un conjunto se habrá previsto que los distintos taladros realizados en cada una de las partes que conformarán la carrocería tengan su correspondiente orificio en la pieza o piezas a las que va a ir unida, haciendo coincidentes sus centros en las diversas caras en contacto.
En la fase de ensamblaje de las distintas piezas que forman el producto final (la carrocería), la total coincidencia o no de estos centros, dentro de las tolerancias impuestas de antemano, nos indicarían la correcta o incorrecta situación dimensional de todas las piezas.
El diagrama de flujo completo del proceso de fabricación de la carrocería (o producto en general), se representa en la figura 2.
Pueden continuar con la lectura del sistema de calidad en el pdf completo pulsando AQUÍ.